
PartMaker software for automated development of NC programs
Modern worldwide tendencies of machine-building are characterized by ever-increasing level of production automation and flexibility with the opportunity to realign the equipment for manufacturing of new goods. Russian enterprises more and more frequently CNC machine-tools, which realize the "two in one" or "three in one" concept - when one machine-tool combines functional features of milling and turning machining centers. Certainly, for the development of NC-programs for such multi-tasking centers it is necessary to use the software of the appropriate level.
PartMaker Software by American company IMCS is designed for the auto¬mated development of NC-Programs for modern CNC machine-tools, capa¬ble of processing of workpieces in 2 spindles, with several tools, and along several axes.
PartMaker Modules
- SwissCAM - for swiss type automated lathes;
- Turn-Mill - for multi-tasking turn¬ing/milling machines;
- Turn - for lathes;
- Mill - for milling centers;
- Wire EDM - for EDM (electrical dis¬charge machines).
PartMaker module structure allows acquiring only those software tools that are currently relevant for the enterprise and updating the software with new additional modules and options as and when necessary.

User-friendly Interface
- Fully Russified product
- Easy mastering of the software
- Graphical and verbal hints, as well as visualization means, which accompany the whole process of NC program cre¬ation at every step
- Fast development and monitoring of the program
- The opportunity for inexperienced pro¬grammers to create high-quality pro¬grams
Means of Geometry Creation
- Built-in part geometry editor
- Creation of mathematical models of objects with the help of graphic primitives: dots, lines, curves, chamfers, roundings, etc. Standard Windows commands like "Copy", "Cut", and "Paste" help to modify part geometry. The software also gives the opportuni¬ty of actions like "Rotate", "Move", "Reflect", "Zoom In/Out", etc.
- Import of mathematical models from Pro/Engineer, Unigraphics and other systems on the basis of ParasolidTM nucleus, as well as *.DXF, *.CADL
Production Processes Data Bases
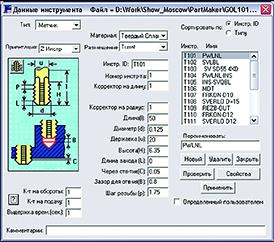
In order to use the accumulated pro¬duction knowledge of experienced spe¬cialists at work, PartMaker uses various data bases, such as data base of cutting tools, cutting modes, CNC machines. Besides, the software uses the data base of hole machining operations with user cycles.
Cutting tools data base combines the information about various cutting tools for turning and milling process¬ing. It allows saving the geometry data of the tools applied in a specific pro¬duction. It also enables the user to con¬trol the tools position in the turrets or АТС magazines, in tool spindle depend¬ing on part processing in the spindle or subspindle. Besides, it automatically sets up the optimal cutting modes and tool offsets.
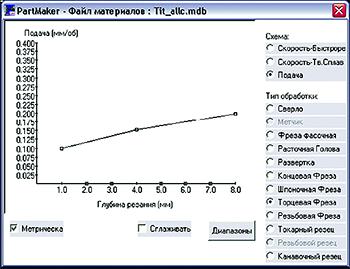
Materials data base allows collecting the experience of machining various materials and choosing the right cutting modes according to the tools specifica¬tions and roughness of processed sur¬face requirements. It also gives the opportunity of manual mode correction, as well as setup of correction, factor for cutting feeds and rates.
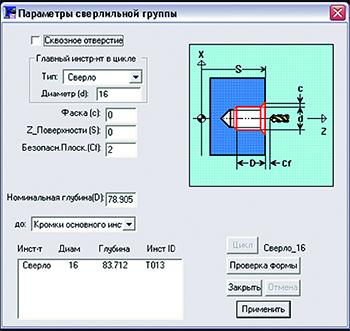
User cycles data base contains the information about the repetitive hole machining operations, including center¬ing, drilling, boring, reaming, counter¬sinking and counterboring, rigid tap¬ping and thread milling.

The cycles data base and tools data base are interconnected directly. You can save the user cycles and use them for other parts processing. The pro¬gram estimates the machining depth automatically, according to the speci¬fied hole characteristics, and guaran¬tees the visual control of the expected outcome at the stage of machining programming.
CNC machines data base stores the information about production-applied metal-working equipment. It enables the user to monitor processing pro¬gramming accuracy, taking into account the design of each specific machine. Thus, it allows considering the work envelope size, the presence of subspindle and АТС magazines, tools positioning accuracy, etc.


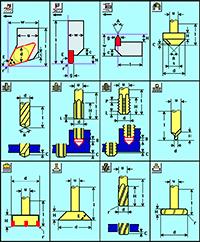
Creation of Operating Steps
- Turning: outside diameter roughing or boring - turning of inside diame¬ter along cross or longitudinal direc¬tion; finishing with the opportunity to choose different tools for rough and finishing turning within one cycle;


- Contour turning, including machining by grooving tool; cutting tool width compensation while calculating the tool path
- Groove turning of any shape (outside, inside and end grooves) with grooving tool or contouring;
- Thread cutting of various types: one-and multistart threads, cylindrical and taper, of any profile, with any number of tool strokes, with runout or withdrawal (со сбегом ИЛИ С отскоком);
- Cut-off operations with synchroniza¬tion of spindle and subspindle rotation speed during part transfer for reverse side processing;
- Rough 2-axis layer-by-layer milling with3-axis tool positioning, machining of pockets with any number of protru¬sions taking into consideration up-cut and down-cut milling and offsets;
- 3-dimensional finishing surface milling;
- "Projective" machining, when the plane toolpath is projected to any curved sur¬face;
- Contour milling along the tool path with left or right tool shift from the processed edge;
- 4-axis continuous and index part rota¬tion milling;
- Milling in the system of cylindrical and polar coordinates;
- Image and title engraving on any sur¬face;
- Drilling according to user cycles, including centering, drilling, boring, reaming, countersinking, counterbor¬ing and tapping operations.
Besides, one can program the opera¬tions like:
- part transfer from spindle to subspin¬dle or clamping device, located in the turret, and vice versa;
- part rechuck operations (for example, for long parts machining) by pulling it from the spindle with the help of sub¬spindle or clamping device;
- tailstock center and barfeeder opera¬tion programming.
Machining Process Optimization
- The program automatically creates machining process tables according to the operating steps. Such tables con¬tain part processing plan with indica¬tion of all the processing parameters, icons of the applied tools, their loca¬tion and positions in АТС magazines, spindle rotation speed, tool feed rate, applied coolant type, machining time required for operating steps finalizing. The user can change machining processes sequence simply by shifting them in the table.
- The software complex sets up machin¬ing operations synchronization groups, thus providing the information of various kinds: the amount of tools operating simultaneously in spindle and subspindle; machining types included into synchronization groups; synchronized group numbers. The time diagram allows monitoring tools func¬tioning. If they are idle, machining steps are added to the synchronization groups in order to reduce the total pro¬cessing time.
- After this the system automatically sets synchronization and waiting codes, thus excluding the chance of crashes between parts and operating elements during simultaneous multi-axis and multi-tooling machining.

Machining Process Visualization Programming Errors Detection
- Visualization is possible both at the stage of operating steps creation and the whole program;
- Dynamic material removal, dynamic rotation, zooming and variation of monitoring panorama;
- When the software complex detects a programming error capable of causing tooling or machine-tool breakage, machining demonstration stops, indicating the location of the breakage and showing the process name that caused the breakage.
- Demonstration of simultaneous machining with several tools, as well as part transfer from spindle to sub-spindle process;
- Normal visualization mode - only tools and workpieces; monitoring of possible crashes between a tool and a part and crashes between parts;

- Advanced visualization reflects the operation of turrets, tool spindles and linear gang tools. The program also monitors the possible crashes between machine-tool working gears and con¬trols the tools travels. If the tool path exceeds the work envelope limits, the warning is displayed.
- Setup of workpiece translucence and workpiece pockets, which allow monitoring the machining process of inner cavities or closed zones.
Typical Parts Parametric Groups
- Programming of typical parts para¬metric groups, which allows reducing the creation time of NC programs for the parts with similar geometry;
- NC program development for machin¬ing of one representative part with the subsequent application of processing characteristics to all typical operation group;
- Automatic connection of tool path with representative part geometry and creation of new NC programs for all other typical parts processing.
Post processing
- NC programs generation in G-codes for the specific equipment, excluding manual correction necessity;

- New postprocessors development, as well as modification of those which already exist.
Each postprocessor is supplied with a detailed manual describing machine capabilities and a list of available machining operations. It allows a special¬ist, unfamiliar with equipment features, to realize programming.
Library includes postprocessors for such CNC machine-tools like Hardinge, Romi, Nakamura-Tome, Okuma, Miyano, Haas, Daewoo, Hitachi Seiki, Mori Seiki, Mazak, Index, Eurotech, OmniTurn and others. NC Programs designed for Swiss-type automated turning lathes (like Citizen, Star, Tsugami, Esco, etc.) contain special sync and wait codes.
PartMaker is successfully applied at such leading Russian enterprises like Kalugatransmash, ALNAS, Elektromashi-na, Arzamasskii Pribirostroitelnyi Zavod and others.

